
بازنشر این پژوهش با ذکر نام منبع بلامانع است.
بخش تحقیق و توسعه شرکت رسام نقش آناهیتا
این تحقیق بر شکل ترامها می پردازد. تغییر شکل ترام می تواند منجر به ناهماهنگی در کیفیت چاپ شود، مانند از بین رفتن رنگ هایلایت یا افزایش غیرقابل پیش بینی مقدار میدتون. این تحقیق بر روی دو نمونه عینی از بسته بندی انعطاف پذیر چاپ شده بر روی فیلم شفاف انجام شد. تمام پارامترهای مهم تغییر شکل ترام، از جمله پوشش ترامها، وضوح ترام و یکنواختی تراکم مرکب مورد ارزیابی قرار گرفت. افزایش مقادیر پوشش در تون های میانی در کل دوره چاپ خطی بود، در حالی که در رنگ های روشن، لگاریتمی تر بود. درصد کلی انحراف از معیار مرجع 6.3٪ در تون های میانی و 52.6٪ در ناحیه روشن بود. افزایش پوشش نقطه به دلیل پوشش متریال پلیمری بود که باعث شد شولدر های کنار ترام به بخشی از سطح چاپ تبدیل شود. تجزیه و تحلیل تراکم مرکب شکل بسیار همگن تری از نقطه را در ابتدای چاپ نشان داد. نسبت صحیح ال پی آی آنیلوکس به ال پی آی پلیت
کلیشه برای اطمینان از حداقل اندازه ترام در چاپ مهم است.
کلمات کلیدی: تغییر شکل دات; بسته بندی انعطاف پذیر؛ فلکسوگرافی; تجزیه و تحلیل تصویر؛ کیفیت چاپ
1. معرفی
پیشرفت فلکسوگرافی به طور مداوم در حال افزایش است و می توان گفت که پیشرفت ها و روند بسته بندی مواد غذایی باعث گسترش این تکنیک چاپ شده است. فلکسوگرافی مبتنی بر مفهوم ساده ای از انتقال مرکب است، اما نگاه دقیق تر به این فرآیند می تواند متغیرهای زیادی را نشان دهد که بر انتقال مرکب و البته کیفیت نهایی تولیدات چاپی اثر می گذارد. کیفیت تولید محصولات چاپی ترکیبی از پارامترهای مختلف مربوط به خواص پلیت کلیشه و فرآیند های تولید صفحات فوتوپلیمر کلیشه، غلتک های آنیلوکس، فشار چاپ و خواص متریال های چاپی مشروط می شود. بنابراین، در فلکسوگرافی، لازم است که کل فرآیند یا حداقل بخش بزرگتری از فرآیند را تا حد امکان دقیق تعریف کنیم. رایج ترین و در عین حال کارآمدترین حالت برای دستیابی به بهترین کیفیت چاپ، هماهنگی با مقادیر هدف در استاندارد ISO 12647-6 است.
با توجه به پلیت های چاپی الاستیکی، این تکنیک چاپ امکان چاپ بر روی انواعمتریال های چاپی جاذب و غیر جاذب مانند فیلم های نازک، فویل های انعطاف پذیر و سفت، تقریباً همه کاغذها، مقواهای با ضخامت ها و وزن های مختلف و سطوح ناهموار را فراهم می کند.
متریال های غیر جاذب، نیاز به اصلاح سطح قبل از فرآیند چاپ دارند تا چاپ شوندگی متریال چاپی را بهبود بخشد تا بتوان چسبندگی مرکب به سطح متریال چاپی را به صورت مناسبی به دست آورد . تغییر شکل ترام اصطلاحی است که به کیفیت نقاط نیم تون مانند وضوح ترام، گردی لبه و یکنواختی چگالی در ترام، تحت تأثیر ویژگیهای مختلف فرآیند چاپ است.
فناوری های دیجیتال برای تولید صفحات پلیمری کلیشه به فرم و شکل ترام توجه زیادی شده است. اگرچه اخیرا به شکل بالای ترام توجه ویژه ای شده است.در فناوری های دیجیتال برای تولید صفحات پلیمری به هندسه ترام توجه زیادی شده است، اگرچه اخیراً بر شکل سطح بالای ترام تأکید شده است. شانه های ترام(شولدر ) به عنوان تکیه گاه برای سطح بالایی ترام عمل می کنند و زاویه شولدر نقش مهمی در حین فرآیند چاپ بازی می کند. یکی از فراگیرترین فرآیندهای تولید پلیت های کلیشه های چاپی مبتنی بر فناوری Laser Ablative Mask System (LAMS) است و مشخصه آن گرد بودن بالای ترام است. پلیت های چاپی در هنگام پردازش و کارکرد خود با متریال چاپ شونده و مرکب تماس و برهم کنش دارند که منجر به تحت فشار قرار گرفتن پلیت می شود . خواص فشار باعث تغییر شکل ترام میشود و در نتیجه بر افزایش مقادیر تن ها در چاپ تاثیر می گذارد.
ناهنجاری های مختلف در ترام منجر به کاهش کیفیت چاپ می شود (به عنوان مثال، خطاهای کم و بیش قابل مشاهده مانند افزایش بیش از حد ترام، اثر هاله ای، اثر دونات یا دات های توخالی، پل زدن ترام، اثر پر کردن و چاپ کثیف). این مقاله ادامه تحقیقات قبلی با هدف تعیین پارامترهای کیفی بهینه در فرآیند چاپ فلکسوگرافی با هدف افزایش کیفیت چاپ در دامنه هایلایت است.رر
2. در تولید ترامها در فلکسوگرافی پوشش ترام به صورت درصد بیان می شود و معمولاً از 1٪ تا 100٪ متغیر است.
پوشش های کم کمتر از 10% معمولاً مناطق هایلایت نامیده می شوند. پوشش های بین 10 تا 25 درصد به عنوان تن های روشن(لایت تن) شناخته می شوند. پوشش های بین 25 تا 60درصد به عنوان تون های میانی(مید تن) شناخته می شوند. و پوشش های زیاد بین 60 تا 100 درصد را شدو(shadow) می گویند.
تولید رنگ های هایلایت در ال پی آی های پایین یک چالش بزرگ برای فرآیند چاپ فلکسوگرافی است و این دقیقاً همان چیزی است که موضوع این تحقیق خواهد بود. در فلکسو گرافی ایرادات قابل مشاهده به دلیل از بین رفتن ترام ها در مقادیر تونال پایین تر ایجاد می کند.
نسبت اندازه ترام روی پلیت پلیمری با اندازه سلول آنیلوکس تأثیر مستقیمی بر کیفیت تولید چاپ دارد. بسته به نوع تکنولوژی ریپ، lpi، توانایی فرآیند چاپ و نوع متریال چاپی، حداقل اندازه ترامی که می توان روی پلیت های پلیمری و در فرآیند چاپ حفظ کرد، تعیین می شود. حداقل اندازه ترام ایزوله نشان می دهد که توانایی سیستم تولید پلیت برای تولید یک ترام چاپی مستقل بدون حضور نقاط اطراف که به حفظ آن با شولدر ها کمک می کند چقدر است. بین اندازه ترام و ال پی آی غلتکی آنیلوکس ارتباط مستقیم وجود دارد و سه وضعیت ترام با آنیلوکس در شکل 1 نشان داده شده است. ضخامت لایه جوهر زمانی که تعداد بیشتری از سلول ها از یک ترام پشتیبانی می کنند همگن تر است (موقعیت 1). هنگامی که ترام توسط دیواره سلولی تک سلولی آنیلوکس پشتیبانی می شود، با حداکثر مقدار مرکب آغشته می شود (موقعیت 2) و زمانی که ترام کوچکتر از سلول باشد، به داخل سلول فرو می رود و با مقدار زیادی از مرکب پوشیده می شود. (وضعیت 3)، که به اصطلاح اثر dot dipping است .
شکل 1.سه موقعیت قرارگیری از رابطه بین نقطه نیم تن صفحه و آنیلوکس و اندازه سلول
چندین گزینه برای حل مشکل dot dipping با دستکاری تنظیمات پیش چاپ و چاپ وجود دارد:
lpi پلیت چاپ می بایست کاهش یابد.با این امر حداقل اندازه ترام روی پلیت چاپ افزایش پیدا میکند و بنابراین تناسب آن نسبت به اندازه سلول آنیلوکس را بهینه می کند. کیفیت چاپ به طور کلی کاهش می یابد.
در صورت وجود از آنیلوکس با تعداد خطوط بیشتر استفاده کنید. این موضوع منجر به کوچکتر شدن اندازه دهانه سلول ها و در نتیجه انتخاب بهتر برای حداقل اندازه ترام می شود.
اندازه حداقل ترام را با استفاده ازتعریفBump در پیش از چاپ افزایش دهید ( از طریق bump میتوان ترامهای مثلا زیر ۳ درصد را به ۳ درصد رساند). این به معنای حفظ خطوط یکسان در پلیت است.ازروش ترام گذاری هایبرید برای حفظ نقاط هایلایت میتوان استفاده کرد.
فشار در چاپ پارامتری است که به طور قابل توجهی بر انتقال مرکب تأثیر می گذارد و همچنین موضوع تحقیق در این مقاله خواهد بود. فشار چاپ را می توان در سه نقطه تنظیم کرد:
(1) بین تیغه دکتر و غلتک آنیلوکس،
(2) بین غلتک آنیلوکس و صفحه چاپ و
(3) بین صفحه چاپ و سیلندر چاپ

(شکل 2). تغییر در فشار بین صفحه چاپ و سیلندر چاپ بیشترین تأثیر را بر افزایش مقدار تن و در نتیجه بر کیفیت چاپ دارد
تنظیم فشار در چاپ دات ها در سیستم مرکب رسانی فلکسو.
تحقیقات تأثیر فشار چاپ نشان داده است که درصد انتقال مرکب با افزایش فشار چاپ افزایش مییابد و هنگامی که انتقال جوهر به حداکثر خود برسد، بدون توجه به افزایش بیشتر، انتقال مرکب افزایش نمییابد. در فشار چاپ فشار سبک (همچنین به عنوان kiss شناخته می شود) برای تولید چاپی با کیفیت بسیار مهم است زیرا از اثر “هاله ای[haloing] جلوگیری می کند و افزایش مقدار تونال (TVI) را بهینه می کند. فشار سبک کمترین فشار ممکنی است که در آن جوهر از تمام سطوح چاپ به متریال چاپ شوند منتقل می شود. اغلب به دلیل ویژگی های سطح متریال چاپ شونده، ارتفاع ناهموار عناصر چاپ یا نوع کاری که قرار است چاپ شود، در چاپ شوندگی با فشار کم آسان نیست (مانند چاپ با رنگ جامد، چاپ ترکیبی یا چاپ فرآیندی). از طرف دیگر، اگر فشار بیش از حد بالا باشد (درگیری رولفشار بیش از 150 باشد میکرومتر)، ترامها بیشتر فشرده می شود و تغییر شکل ترام ممکن است رخ دهد. سطح پلیت کلیشه خارج از قطر سیلندر چاپ است، بنابراین به دلیل سرعت محیطی بیشتر سطح صفحه، یک اثر لختی در مکان های تماس بین صفحه و بستر چاپ ایجاد می شود. در غیر این صورت، اگر فشردگی خیلی کم باشد (درگیری نیپ کمتر از 20 میکرومتر)، به دلیل سرعت محیطی کمتر سطح پلیت کلیشه، کثیف شدن نیز رخ می دهد. پارامترهای بالقوه زیادی از حوزه پیش چاپ و چاپ وجود دارد که به طور مستقیم یا غیرمستقیم بر تغییر شکل دات ها تأثیر می گذارد. پارامترهای پیش از چاپ مربوط به تنظیمات نیم تون(هافتون) است، شکل 2.
پارامترهای مرتبط به پیش از چاپ : تنظیمات نیمه تون، مشخصات پلیت پلیمری، هندسه دات در پلیت و نوع الگوی سطح پلیت می باشد.
پارامترهای مرتبط به چاپ : تنظیمات فشار چاپ، نوع متریال چاپ شونده، اندازه چاپ، سرعت چاپ، مشخصات آنیلوکس و همچنین مشخصات چسب پایه کلیشه .
3. روش ها:
هدف اصلی این تحقیق تعیین کیفیت چاپ ناشی از تغییر شکل دات ها در فلکسوگرافی بود. برای دستیابی به هدف، لازم بود که علل انواع خاصی از تغییر شکل دات روی چاپ ها تجزیه و تحلیل شود و علت آن تعیین شود.
کیفیت چاپ های به دست آمده را بررسی کنیم و راه حلی برای آن بکار برده شود.
با توجه به ویژگیهای فرآیند چاپ فلکسوگرافی، میتوان تعیین کرد که پارامترهای متغیر زیادی وجود دارد که میتواند هماهنگی دات ها را مختل کند و در نتیجه بر برداشت بصری چاپی تاثیر بگذارد. این تحقیق بر اساس تجزیه و تحلیل آثار دو نوع لیبل انعطاف پذیر در یک رول انجام شد و هدف آن تعیین رایج ترین تغییر شکل های دات ها هنگام چاپ این نوع بسته بندی بود.
برای چاپ از دستگاه چاپ فلکسو 8 رنگ Nilpeter FB4200 با حداکثر عرض چاپ 450 میلی متر استفاده شده است. چاپ با استفاده از اصل "از رول به رول" با سرعت چاپ 120 متر در دقیقه و استفاده از جوهر UV انجام شد. تعداد خطوط آنیلوکس بهینه برای چاپ که بر حسب سلول در هر اینچ (cpi) یا سلول در سانتی متر (c/cm) تعریف شده است، مطابق با پلیت نیمه تون و حداقل اندازه دات تعیین شد. تعداد خطوط سیلندر آنیلوکس برای رنگ black ، کمتر از سایر رنگهای فرآیند بود. تعداد خطوط کمتر نشان می دهد که می توان مقدار بیشتری جوهر را منتقل کرد که با حجم سیلندر آنیلوکس تعیین می شد. این موضوع اجازه می دهد تا یک لایه جوهر ضخیم تری، که تراکم رنگ بالاتری دارد را به دست آوریم. این امر به ویژه در صورتی مهم است که پوشش بیشتری از یک رنگ خاص در چاپ مورد نیاز باشد. متریال چاپ شفاف بود یعنی از رنگ سفید مات نیز در چاپ استفاده می شود. برای دستیابی به سطحی بهتر رنگ سفید، از یک سیلندر آنیلوکس با حجم انتقال مرکب بیشتر و تعداد خطوط کمتر استفاده شد.
چاپ از زیر بر روی متریال چاپ شونده با استفاده از رنگ سفید انجام شد. به این نوع چاپ، چاپ برعکس یا چاپ پشت گفته می شود و ترتیب رنگ ها در چاپ نسبت به چاپ از رو از تیره به روشن است.

جدول 1 مشخصات فنی کل فرآیند چاپ مورد استفاده در هر دو آزمایش را نشان می دهد.
بسیاری از تغییر شکلهای دا ها در طول فرآیند ساخت پلیت و آمادهسازی ماشین چاپ رخ میدهد. برخی از آنها را می توان به راحتی تشخیص داد و به طور موثر از بین برد. با این حال، هنگامی که تغییر شکل دات ها در طول فرآیند چاپ رخ می دهد، اغلب ایرادات به موقع تشخیص داده نمی شود. ممکن است محصولاتی غیر منطبق تولید شود و چنین محصولی به دست مشتری برسد. این تحقیق دقیقاً به چنین نمونه هایی می پردازد. اغلب، این تغییر، پارامترهای خاصی از فرآیند چاپ است که در حین چاپ تغییر می کند، به ویژه در طول چاپ های با تناژ زیاد.
به منظور تجزیه و تحلیل تغییر شکل دات در زمان چاپ، لازم بود که مناطق انتخاب شده روی چاپ گرفته شود. برای این منظور از میکروسکوپ دیجیتال Dino-Lite AM4000 با وضوح 1.3 مگاپیکسلی و نور LED داخلی استفاده شد که دید بهتری از عناصر ریز را میسر می کرد. قابلیت بزرگنمایی تصویر در محدوده 10، 50، 100، 200 و 250 بار بود. این نوع میکروسکوپ در تحقیقات مختلفی به منظور مشاهده نقاط ریز که با چشم غیر مسلح قابل مشاهده نیستند استفاده می شود. برای اندازه گیری اندازه نقطه فیزیکی روی تصاویر گرفته شده از نرم افزار Dino Capture 2.0 و برای تجزیه و تحلیل تصویر از نرم افزار ImageJ استفاده شده است. نیاز به تجزیه و تحلیل کیفیت تصویر عینی هنوز وجود دارد، و می تواند یک جزء حیاتی در کنترل فرآیند و تجزیه و تحلیل شکست باشد .
4. نتایج
این فصل تجزیه و تحلیلی از نتایج و بحث مربوط به دو نوع تغییر شکل نقاط ناشی از اندازه چاپ و تنظیمات چاپ نادرست ایجاد شده در فرآیند چاپ بسته بندی انعطاف پذیر را ارائه می دهد.
4.1. تأثیر یک چاپ بر روی تغییر شکل دات
تغییر شکل دات ها ناشی از یک سطح فرسوده پلیمری را می توان به طور غیرمستقیم با اندازه گیری قطر نقطه یا درصد پوشش دات ها روی چاپ در سه مرحله چاپ بررسی کرد. تغییر شکل نقطه در فرآیند چاپ به دلیل تماس پلیت های فوتوپلیمر یک اتفاق بسیار رایج است. به دلیل مواد نرم و انعطافپذیر، اثر تماس در چاپ های با تیراژ بالا بسیار بارزتر است. به دلیل سایش قسمت های بالای ترام ها، شکل آنها تغییر می کند و مقدار انتقال مرکب آنها افزایش می یابد. شکل 3 سه نمونه را نشان می دهد که در یک منطقه چاپ در سه مرحله چاپ گرفته شده اند. اولین نمونه نمایی از نقاط روی اولین چاپ خوب است که با پلیت چاپ جدید (مرحله اول) به دست آمده است. نمونه دوم پس از چاپ 100000 لیبل (مرحله دوم) و نمونه سوم پس از چاپ 500000 لیبل(مرحله III) به دست آمد. کل دوره چاپ تحت شرایط یکسان چاپ شداند که شامل تنظیمات دستگاه چاپ، آنیلوکس، فشار در حین چاپ و پلیت چاپی بود. تصاویر برای ارزیابی بر روی یک ناحیه مشخص از لیبل چاپ شده که در آن تغییر شکل بیشتر قابل مشاهده بود، گرفته شد تا بتوان نتایج تجزیه و تحلیل مراحل جداگانه را با یکدیگر مقایسه کرد.
ناحیه برچسبی که برای تصویربرداری و ارزیابی بصری انتخاب شده بود، سایه کنار حرف "e" بود و مشخص بود زیرا تغییر شکل به دلیل تغییر رنگ تیره روی یک تن صاف به راحتی قابل مشاهده بود (شکل 3).
اولین نمونه روی اولین چاپ خوب گرفته شد و یک گرادیان خطی در رنگهای Black و Cyan با نقاط نسبتاً ریز نشان داد، در حالی که پسزمینه از دو رنگ Magenta و Yellow ساخته شده بود. نقاط به رنگ سرخابی در نقاط خاصی با یکدیگر تماس داشتند و این وضعیت به عنوان یک مرجع در نظر گرفته شد. این حالت اولیه برای ارزیابی بصری بیشتر بود و ناحیه واقعی نقطه روی چاپ، از جمله TVI را نشان داد.
در مرحله دوم، پس از چاپ 100000 لیبل، مشاهده می شود که ناحیه انتخاب شده کمی تیره تر از مرجع است. تغییر شکل نقطه به راحتی در تصاویر بزرگ شده اند و قابل مشاهده بود و تغییر گرادیان در رنگ Black بسیار واضحتر بود. اکثر نقاط در رنگ Magenta به هم متصل شدند. یعنی، نقاط در نواحی میانی، که معمولاً باید به طور جداگانه چاپ شوند، به طور نامنظم به یکدیگر متصل شدهاند و باعث ایجاد اثر پل یا Bridging بر روی چاپ شد. در مرحله سوم چاپ، پس از چاپ 500000 لیبل، تغییر شکل های دات به وضوح قابل مشاهده بود و کل لیبل به طور قابل توجهی تیره تر بود. نقطه ها افزایش قابل توجهی در ارزش تن های رنگی داشتند و طوری به هم وصل شده بودند که حس چاپ کثیف را ایجاد می کردند. علاوه بر این، اثر پر کردن را می توان متوجه شد. مرکب در لبهها جمع شد و فضاهایی را پر کرد که برای چاپ در نظر گرفته نشده بودند، و این اثر بهویژه در چاپهایی با عناصر ریز یا مناطق نیمهتون و هایلایت قابل مشاهده بود.
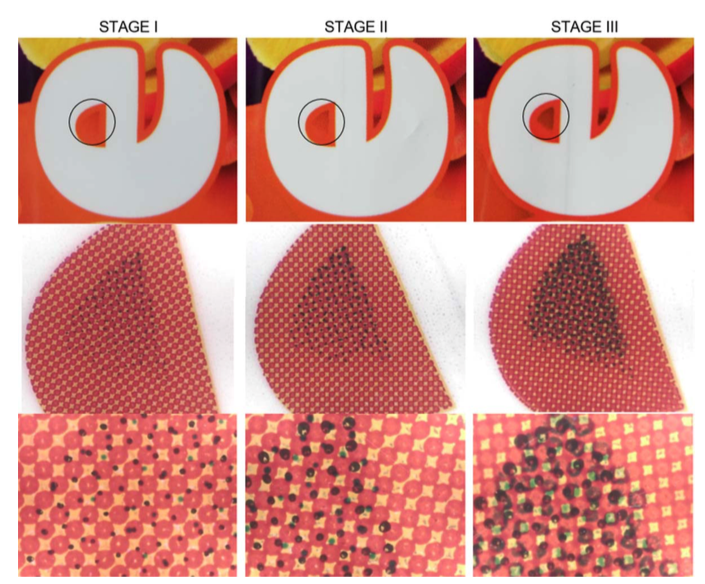
شکل 3. ظاهر تغییر شکل های نقطه ای در مراحل خاص (تعداد دوره های چاپی).
پنج ناحیه با رنگهای صاف در هایلایت و مید تون روی چاپها انتخاب شدند و به دلیل تغییر در رنگهای تیره به راحتی قابل توجه بودند (شکل 3).
قطر نقطه با اندازه گیری در سه مرحله چاپ تعیین شد. اولین نمونه بر روی اولین چاپ سالم و صحیح گرفته شد و یک گرادیان خطی را نشان داد. ناحیه زیر پوشش 5 درصد تجزیه و تحلیل نشد، زیرا مکانیسم متفاوت دات در رنگهای Black و Cyan با دات های نسبتاً ریز، در حالی که پسزمینه از دورنگ تشکیل شده بود. تغییر شکل در این منطقه رخ داده است. اندازه گیری بر روی تصاویر و رنگ ها در Magenta و Yellow انجام شد. دات های رنگ Magenta با بزرگنمایی 200× و وضوح 1280×1024 بر روی چاپها، گرفته شد. در Dino-Litelar این وضعیت به عنوان مرجع در نظر گرفته شد. این حالت اولیه برای میکروسکوپ دیجیتال AM4000 بیشتر با وضوح 1.3 مگاپیکسل و نور LED داخلی ارزیابی بصری انجام شد و ناحیه واقعی دات بر روی چاپ، از جمله TVI را نشان میداد. در مورد استفاده برای این منظور، برای پردازش و تجزیه و تحلیل مرحله دوم چاپ از نرم افزار ImageJ 1.47 استفاده شد که پس از چاپ 100000 لیبل، مشاهده می شود و تصاویر میکروسکوپی انتخاب شده است. لازم بود قبل از اندازه گیری نسبت اندازه متناظر تنظیم شود، منطقه کمی تیره تر از مرجع بود. تغییر شکل نقطه بر اساس مقادیر شناخته شده با همان بزرگنمایی به راحتی قابل مشاهده بود. نسبت 500:1 برای تصاویر بزرگ شده تعیین شد و تغییر گرادیان در رنگ Black بسیار واضح تر بود. آنالیز ma (یعنی 500 پیکسل برابر با 1 میلیمتر بود)، که اندازه تصویر را 2.56 × 5.12 میلیمتر نشان داد. اکثر نقاط در رنگ Magenta به هم متصل شدند. یعنی، نقاط در نواحی میانی، نتایج اندازهگیری قطر دات ها در سه مرحله چاپ نشان داده شده است که معمولاً باید جداگانه چاپ شوند، به طور نامنظم به یکدیگر متصل شدهاند، جدول 2 مشاهده شد.و به عنوان مقادیر میانگین پنج به دست آمده است. اندازه گیری ها اثر پل نقطه بر روی چاپ، در مرحله سوم چاپ پس از تجزیه و تحلیل و مقایسه دقیق تر، مقادیر متناظر پوشش های دات اجرا شده پس از تعداد 500000 چاپ لیبل، تغییر شکل های نقطه به وضوح قابل مشاهده بود.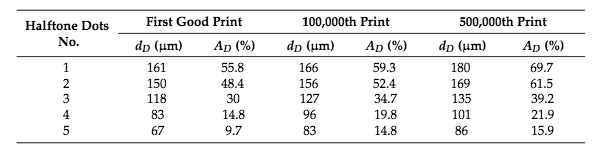
جدول 2. قطر دات (dD) و سطح دات (AD) دات های انتخاب شده در هر سه مرحله چاپ.
بر اساس مقادیر اندازه گیری شده قطر نقطه در خط حاکم 133 lpi، مقدار متناظر پوشش سطح به عنوان درصد بر اساس فرمول زیر محاسبه شد:
![]()
AD مساحت نقطه به صورت درصد،
قطر نقطه بر حسب میکرون است و L برابر است
lpi در خط در میلی متر.
برای تبدیل فرکانس صفحه نمایش از خطوط در اینچ به خطوط در میلی متر برای وضوح خروجی 2540 dpi از فرمول زیر استفاده شده است:
که در آن lpi در هر اینچ است. پس از چاپ ، قطر nhj در هر پنج ناحیه انتخاب شده افزایش یافت. افزایش قطر دات نسبت به مقدار مرجع به میزان 12 درصد در تون های میانی و تا 28 درصد در تن های روشن بود (جدول 2). با این حال، با تعیین تغییر شکل دات در کل دوره چاپ، لازم بود تغییرات در پوشش بر اساس مراحل چاپ تجزیه و تحلیل شود.
نمودار نشان می دهد که تغییرات پوشش در مید تون ها در کل دوره چاپ ، خطی بود، در حالی که در تن های روشن، بیشتر لگاریتمی بود (شکل 4). این بدان معناست که تغییر قابل توجهی در رنگهای هایلایت از ابتدای چاپ تا یک پنجم دوره چاپ (مرحله دوم چاپ) رخ داده است. با این حال میزان پوشش در مرحله سوم چاپ (تیراژ از 100000 تا 500000 چاپ) در رنگ های مید تون در مقایسه با تن های روشن بیشتر بود.
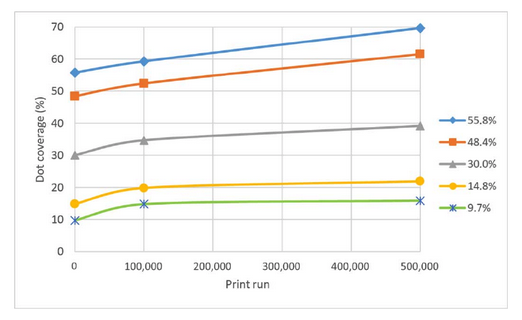
شکل 4. مقادیر پوشش نقطه پنج نقطه نیم تن انتخاب شده در سه مرحله چاپ.
شکل 5 افزایش مطلق پوشش دات را برای مراحل دوم و سوم نسبت به حالت اولیه در اولین چاپ نشان می دهد. با این حال، مقادیر مطلق پوشش مرتبط را در مورد نحوه تغییر پوشش در مناطق مشاهده شده ارائه نمیکند. بنابراین، شکل 6 درصد حذف را نشان می دهد که از آن یک تغییر نسبی برای هر مرحله از چاپ قابل مشاهده است.
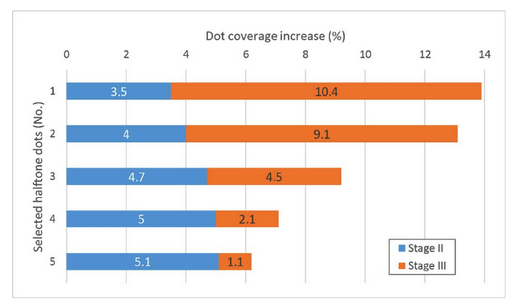
شکل 5.افزایش مطلق مقادیر پوشش نقطه برای پنج نقطه نیم تن انتخاب شده در مرحله II و مرحله III.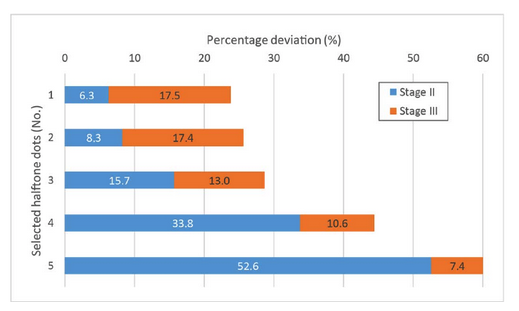
شکل 6. درصد انحراف نسبی برای پنج نقطه نیم تن انتخاب شده در مرحله II و مرحله III.
تجزیه و تحلیل افزایش پوشش در مراحل دوم و سوم چاپ، تغییر شکل واقعی نقاط نیم تون را در تنهای میانی و تنهای هایلایت نشان میدهد. موقعیت های اولیه میله ها در نمودارها مرحله I را نشان می دهد (یعنی حالت مرجع که به اولین چاپ خوب اشاره دارد). قسمت اول نمودار (نوار آبی)، که نشاندهنده چاپ ۱۰۰۰۰۰ چاپ (مرحله دوم) است، افزایشی در مقدار پوشش را تا ۳.۵ درصد در رنگهای میانی و تا ۵.۱ درصد در تنهای روشن نشان میدهد (شکل ۵). . با افزایش پوشش، تفاوت معنیداری در مقادیر مطلق بین تونهای میانی و تنهای روشن وجود نداشت.
با این حال، درصد انحراف (شکل 6) از مقدار مرجع اندازه گیری شده در اولین چاپ 6.3٪ (برای 55.8٪ پوشش) و تا 52.6٪ (برای 9.7٪ پوشش) بود. مشاهده می شود که افزایش نسبی نشان داده شده در درصد پس از 100000 چاپ در تن های روشن در مقایسه با رنگ های مید تون بسیار بیشتر بود.
قسمت دوم نمودار (نوار نارنجی)، که نشاندهنده تیراژ 100000 تا 500000 چاپ است، نتایجی برخلاف نتایج قسمت اول نمودار نشان میدهد. یعنی افزایش کمی بیشتر در پوشش در مید تون ها در مقایسه باهایلایت ها (از 10.4 درصد در تنهای میانی به 1.1 درصد در تنهای روشن) ثبت شد (شکل 6). درصد انحراف مقدار پوشش در مرحله III در مقایسه با مرحله II در تون های میانی 17.5 درصد و در تن های روشن تا 7.4 درصد بود.
در بخش اول دوره چاپ (100000 چاپ)، افزایش قابل توجهی در پوشش در رنگ های روشن رخ داد. نقاط نیمهتون در نواحی روشن از یکدیگر جدا شدهاند و بنابراین در مقایسه با نواحی میانی، جایی که دات ها از همه طرف به هم متصل شدهاند، مستعد ساییدگی هستند. در قسمت دوم تیراژ (از 100000 به 500000 چاپ)، افزایش کمی بیشتر در پوشش در تن های میانی مشاهده شد. با این حال، نگاه به توزیع درصد در کل افزایش پوشش بسیار جالب است.
در 9.7 درصد از پوشش سطح (نقطه نیمتنی شماره 5)، 82 درصد افزایش تا مرحله دوم چاپ و 18 درصد باقیمانده تا پایان دوره چاپ اتفاق افتاد. در 55.8 درصد پوشش سطح (نقطه نیمتنی شماره 1)، این مقدار در مرحله دوم چاپ 25 درصد بود و 75 درصد باقیمانده تا پایان چاپ رخ داد.
در کل فرآیند چاپ، افزایش کل پوشش برای نقطه هافتون 1 در تون های میانی 13.9 درصد (درصد انحراف 23.5 درصد بود) و برای نقطه نیم تن 5 در تن های روشن، 6.2 درصد (درصد انحراف 63.9 درصد بود). مقادیر درصد انحراف نشان دهنده تأثیر قابل توجهی بیشتر از اندازه چاپ بر روی اثر تن در نواحی روشن است. اثری که در چاپ رخ داد را می توان به صورت زیر تفسیر کرد. نتیجه به کارگیری فرآیند استاندارد ساخت پلیت (CtP) بر اساس فناوری LAMS، یک دات با شکل Round top به شکل مرمی گلوله بود. بنابراین، لبه دات را نمی توان به طور دقیق مشخص کرد، به خصوص در تن های هایلایت. بر اساس تجزیه و تحلیل چاپ در سه مرحله چاپ، به دلیل ساییدگی صفحات فوتوپلیمر، مشخص شد که سطح تأثیرگذاری عناصر چاپ تغییر کرده است (یعنی قطر دات در پلیت چاپی افزایش یافته است (شکل 7)). . افزایش دات در مید تون به دلیل سایش پلیت پلیمری بود که باعث شد شولدر های کناری دات به بخشی از سطح چاپ تبدیل شود.
تصویر ۷ - نمای شماتیک تغییرات سطح برداشت در سه مرحله چاپ برای دو نقطه نیم تنی مشخص
4.1.2. تجزیه و تحلیل یکنواختی تراکم مرکب و وضوح دات در نرم افزار ImageJ (ابزار Plot Profile) برای تجزیه و تحلیل همگنی و وضوح دات مورد استفاده قرار گرفت، زیرا یک نمایه دوبعدی از دات را بر اساس تصاویر میکروسکوپی در هر سه مرحله چاپ ایجاد می کند. ابتدا یک خط از مرکز نقطه به منظور مشخص کردن ناحیه مورد تجزیه و تحلیل کشیده شد (شکل 8، تصاویر بالا)، و سپس یک نمایه دات دو بعدی (شکل 8، تصاویر پایین) بر اساس پوشش سطح ایجاد شد. . منحنی نمودار مقادیر خاکستری (سطوح خاکستری 140-225) را در کل طول اندازه گیری نشان می دهد که برای هر سه مورد یکسان بود و اندازه گیری برابر با 230 میکرومتر بود.

شکل 8. نمایه نقطه دو بعدی در سه مرحله چاپ.
نمودار مرحله سوم (پس از 500000 چاپ) در مقایسه با دو مرحله قبلی، ناهمگونی قابل توجهی بالاتری را در دات نشان داد. این ناهمگنی با سطح قابل توجهی بزرگتر با تراکم رنگ کمتر در وسط دات مشخص شد (یعنی تجمع جوهر در لبه های دات). ناحیه با تراکم رنگ کمتر در ابتدای چاپ بسیار کوچک بود (شکل 8، سمت چپ تصویر)، و در پایان چاپ افزایش یافت. وضوح دات در واقع تخمینی از وضوح یا صافی لبه دات است. وضوح دات در ابتدای چاپ بیشترین میزان را داشت، که در نمودار از نظر انتقال از تاریک ترین به روشن ترین سطح در دات قابل مشاهده است.
در ابتدای چاپ، این انتقال 10 میکرومتر بود، در حالی که در پایان چاپ، این مقدار20 میکرون بود. وضوح لبه برای عناصر ترام، به ویژه برای ترام بسیار مهم است، زیرا مستقیماً بر سرعت خواندن تأثیر می گذارد.
بر اساس تجزیه و تحلیل، می توان نتیجه گرفت که هنگام در چاپ ها با تیراژ زیاد، پلیت کلیشه خواص خود را تغییر می دهد و مقدار بیشتری مرکب منتقل میکند که به طور کلی باعث تیره تر شدن چاپ می شود و در رنگ های هایلایت، چاپ کثیف ایجاد می شود. به دلیل فرسودگی پلیت چاپی، قسمت بالای دات فرسوده می شود که باعث می شود منطقه چاپی در انتقال ترام بزرگتر شود. یعنی شولدر های دات بخشی از سطح چاپ می شود که در فرآیند انتقال مرکب چاپ نیز شرکت می کند. بنابراین، برای چاپ های با تیراژ بالا، پلیت چاپ در چندین مرحله ساخته می شوند تا از چاپ تایید شده منحرف نشوند. اگرچه پوشش دات افزایش می یابد و بر کاهش کنتراست چاپ تأثیر می گذارد.
4.2. تغییر شکل دات ناشی از تنظیمات چاپ نادرست در تغییر شکل نقطه در رنگ های هایلایت ناشی از استفاده نامناسب آنیلوکس و فشار ناکافی چاپ ، تجزیه و تحلیل می شود. برای تجزیه و تحلیل از تصاویر میکروسکوپی استفاده شد که دو حالت را نشان داد:
یک چاپ با تغییر شکل های قابل مشاهده دات (شکل 9، تصاویر سمت چپ) و چاپ با کیفیت خوب یا تولید صحیح (شکل 9، تصاویر سمت راست).
شکل 9. نمایش تغییر شکل دات ها روی چاپ در دو حالت چاپ.
در تصاویر میکروسکوپی، تغییر شکل دات در رنگ Black که به صورت چاپ کثیف قابل مشاهده است، به راحتی قابل تشخیص است. با این حال، علت مربوط عدم تناسب حداقل دات در کلیشه با lpi آنیلوکس است (یعنی تعیین حداقل دات در چاپ). حداقل دات، کوچکترین دات ای است که می تواند به خوبی در یک فرآیند چاپ بدون مشکل چاپ شود.
با استفاده از داده های جدول 1 که مشخصات فنی فرآیند چاپ را نشان می دهد، می توان رابطه بین اندازه دات روی پلیت چاپی و اندازه سلول آنیلوکس را تعیین کرد که برای چاپ هایلایت بسیار مهم است.
بر اساس قانون خط 133 lpi و وضوح خروجی 2540 dpi، اندازه دات در تن هایلایت تا پوشش 5 درصد با استفاده از فرمول زیر محاسبه شد :
که در آن AD مساحت نقطه به صورت درصد، dD است
قطر نقطه بر حسب میکرون، L است
صفحه خط صفحه در خطوط بر میلی متر و 10-3 عامل تبدیل میلی متر به میکرون است.
مشخصات آنیلوکس، علاوه بر مشخصات ال پی آی ، با اندازه دهانه سلول و اندازه دیواره سلولی تعریف شد. بسته به پلیت کلیشه نمایش خط آنیلوکس، مقادیر استانداردی برای ضخامت دیوار وجود دارد. مقادیر به طور معکوس متناسب هستند (یعنی هر چه صفحه خط بالاتر باشد، ضخامت دیواره سلولی آنیلوکس کوچکتر است).
اندازه کل سلول بر حسب میکرون با استفاده از فرمول زیر محاسبه می شود:
که در آن lpi و 10 به توان 4 عامل تبدیل سانتی متر به میکرون است. مقادیر محاسبه شده بر اساس فرمول های فوق در جدول 3 نشان داده شده است.چاپ با محدوده تن های رنگی کامل باید مقادیر پلیت برای آنیلوکس را به حداقل نقطه پوشش 1% برآورده کند. جدول نشان می دهد که در تمام مقادیر تونال پوششی 1 تا 5 درصد، قطر دات روی صفحه چاپ بزرگتر از اندازه دهانه سلول بود. در غیر این صورت، اثری وجود داشت که به موجب آن نقاط روی یک پلیت فلکسو به سلولهای غلتک آنیلوکس فرو میرفتند (dot dipping)، و افزایش انتقال جوهر روی بستر چاپ انجام میشد.
جدول 3.
نسبت مناسب بین تعداد خطوط آنیلوکس و اندازه دات پلیت برای پوشش های نقطه از 1٪ تا 5 ٪.

علاوه بر این، ویژگی های فرآیند چاپ باید با مقادیر جدول 3 مقایسه شود. مشاهده شد که فقط عدد آنیلوکس برای رنگ Black بسیار کم است، در حالی که سایر آنیلوکس ها مطابق با مشخصات تعریف شده هستند. با توجه به داده های فهرست شده در جدول 3، عدد آنیلوکس برای رنگ Black برابر 340 سلول در سانتی متر (860 cpi) برای چاپ با کیفیت حداقل دات 2 درصد کافی بود. نقطه پوشش 1% در lpi 133 (22μm) کوچکتر از دهانه سلول آنیلوکس در 340 c/cm (26μm) بود. دات در سلول فرو رفته و جوهر زیادی روی بستر چاپ منتقل می شود. علاوه بر این، با بالای دات در ، جوهر نیز با قسمتهای کناری دات (شانههای دات) منتقل میشود، بنابراین لکههای سیاه بسیار واضحی روی چاپ در رنگهای برجسته ایجاد میشود (شکل 9، سمت چپ) به طور قابل توجهی کاهش یافته و غیرقابل قبول است که به شکل هاله ای تیره تر در اطراف نقطه قابل مشاهده بود. همانطور که در شکل 9 در سمت راست نشان داده شده است، با اعمال یک آنیلوکس مناسب، ایراد چاپی را می توان خیلی سریع تصحیح کرد.
راه دیگری برای حل این مشکل نیاز به تعهد بسیار بیشتری دارد و همچنین هزینه بیشتری دارد. کیفیت چاپ تا حد زیادی توسط کار آماده سازی در آن تعیین می شود فرآیندهای پیش چاپ و چاپ. پردازش تصویر در پیش چاپ باید دوباره انجام شود
با استفاده از یکBump که 2٪ را به عنوان حداقل مقدار تعیین کند.
نسبت بین آنیلوکس و پلیت در برخی شرایط بهتر است برای حذف تن های پوشش 1% (شکل 10، منحنی 1) و افزایش تمام تن ها تا 2%نیلوکس مناسب برای حداقل اندازه دات 2% 315 c/cm (800 cpi) باشد.
تغییر شکل توصیف شده دات در رنگ Black، علاوه بر آنیلوکس نامناسب، تحت تأثیر فشار چاپ نادرست نیز قرار گرفت. علاوه بر تجمع آشکار جوهر در لبه های دات، تغییر شکل به شکل جابجایی مرکب در یک جهت نیز قابل مشاهده است. همین تغییر شکل برای رنگ Magenta نیز قابل مشاهده است (شکل 11، سمت چپ بالا).
شکل گیری دات بر روی بستر متریال چاپی بسته به فشار چاپ را می توان از نماهای توپوگرافی تولید شده بر اساس تصاویر میکروسکوپی با استفاده از ابزار "Interactive 3D Surface Plot" از نرم افزار ImageJ برای تجزیه و تحلیل تصویر به بهترین شکل مشاهده کرد. نماهای توپوگرافی چگالی رنگ مطلق را نشان می دهد که به طور مستقیم با ضخامت لایه مرکب و ویژگی های متریال چاپی مرتبط است. تراکم رنگ که با کمک ارتفاع متناسب مرکب در نمای سه بعدی انجام می شود، به وضوح ناهمگنی دات ها را به دلیل فشار بیش از حد چاپ نشان می دهد (شکل 11، پایین سمت چپ).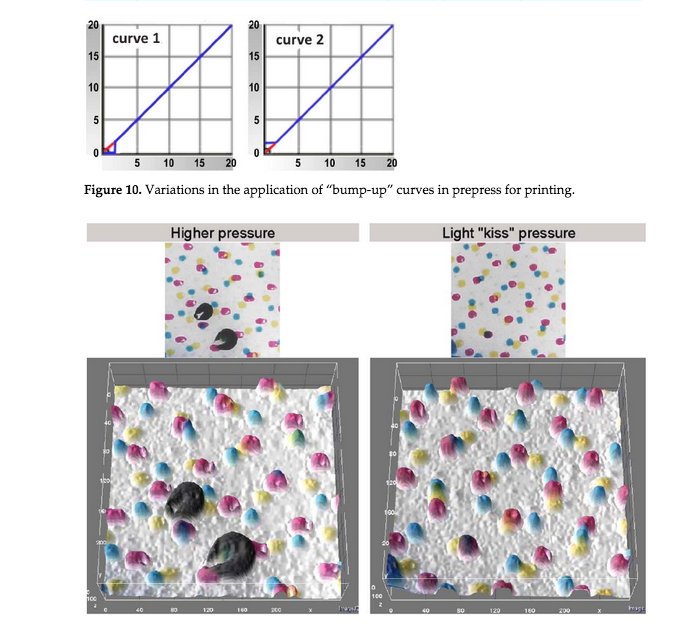
شکل 11. نمای توپوگرافی دات ها در تنظیمات مختلف برای فشار چاپ.
فشار چاپ بیشتر در تمام مناطق چاپی به دلیل انتقال مقدار زیاد مرکب، نقطه ناهمگنی را ایجاد می کند که با ظاهر یک "هاله" یا تراکم رنگ بالاتر در لبه ها مشخص می شود. این پدیده، همراه با جابجایی مرکب به یک سمت، به وضوح در رنگ Black و در رنگ Magenta بسیار کمتر دیده می شود. در مقایسه با چاپ با فشار کمتر اعمال شده در چاپ، نقاط فشرده کمتری داشتند. با این حال، در رنگ های هایلایت که دات های کوچک وجود دارد، فشار بیش از حد در چاپ می تواند منجر به آسیب دائمی به عناصر چاپ شود. پلیت کلیشه انعطاف پذیر است و سطوح چاپ دات ها بسیار ریز هستند و نمی توانند فشار بالای سیلندر چاپ را تحمل کنند. به دلیل کوچک بودن پایه های دات ها در ناحیه هایلایت روی پلیت چاپی، خم شدن آنها رخ می دهد که سپس مانند رنگmagenta ، لکه های قابل مشاهده روی چاپ ایجاد می کند. آن لکهها در اثر تغییر شکل دات ها در جهت حرکت متریال چاپی در حین چاپ به دلیل فشار زیاد، یک جابجایی مشخص به یک سمت خواهد داشت. چنین کیفیتی قابل قبول نیست. برای جلوگیری از چنین ایرادی، اعمال فشار مناسب در فرآیند چاپ بسیار مهم است.
5. نتیجه گیری ها
در این تحقیق، مشکل تغییر شکل دات در نمونه های آزمایش1 شامل تأثیر اندازه چاپ بر روی تغییر شکل نقطه در چاپ بود. اندازهگیریهای آزمایش 1 نشان داد که پوششهای نقطه روی صفحه پلیمری در طول فرآیند چاپ تغییر میکنند و این تغییرات بر انتقال جوهر روی بستر تأثیر میگذارد. قطر نقطه در پنج ناحیه نیم تن انتخاب شده در تون های میانی و تن های روشن اندازه گیری شد و بر اساس آنها، پوشش به صورت درصد محاسبه شد. نتایج اندازهگیری نشان داد که تغییرات در پوششهای دات ها در تنهای میانی خطی در کل دوره چاپ بود، در حالی که در تنهای روشن، لگاریتمیتر بودند. در پنجمین دوره چاپ اول، درصد انحراف نسبی مربوط به مرحله I در رنگ های میانی 6.3 درصد و در تن های روشن تا 52.6 درصد بود. در بخش باقی مانده از چاپ، درصد انحراف نسبت به مرحله II در تن های میانی 17.5 درصد و در تن های روشن تا 7.4 درصد بود. بنابراین، تغییر شکل دات بهطور قابلتوجهی در تنهای روشن (۸۲ درصد) در پنجمین دوره چاپ در رابطه با تنهای میانی (۲۵ درصد) ظاهر شد.
تجزیه و تحلیل نموداری از چگالی مرکب شکل بسیار همگن دات و وضوح بیشتر دات را در ابتدای دوره چاپ نشان داد.
مشکل اصلی فلکسوگرافی از بین رفتن رنگ های چاپ در قسمت هایلایت و تیره است. در حالی که از دست دادن تن ها در تیره ها منجر به کاهش کنتراست چاپ می شود، از دست دادن تون ها در هایلایت ها منجر به قطع ناگهانی تون ها در زیر حداقل مقدار دات قابل چاپ (اثربرش تن های رنگی) می شود.هدف هر چاپخانه فلکسو حذف چنین ناهنجاری ها یا حداقل به حداقل رساندن آنها است. با تجزیه و تحلیل نمای توپوگرافی دات ها از آزمایش 2، می توان نتیجه گرفت که تعیین و حفظ حداقل اندازه دات و انتخاب تعداد خطوط آنیلوکس مناسب بر این اساس استوار است. کوچکترین دات روی پلیت چاپ باید بزرگتر از سلول آنیلوکس باشد. بر اساس تجزیه و تحلیل نتایج، مطابق با اندازه های حداقل دات، نسبت بهینه آنیلوکس و پلیت تعریف شد و 5:1 برای 3، 6:1 برای 2 درصد و 8.5 به دست آمد. : 1 برای پوشش های نقطه 1٪.
پوشش 1٪ می تواند چاپی کثیف را ایجاد کند که بسیار تیره تر از پوشش 2٪ به نظر می رسد.
این شایع ترین مشکل کانال Black است. بنابراین، منحنی "Bamp" در پیش از چاپ اعمال می شود که حداقل نقطه را روی پلیت چاپی و همچنین در چاپ تضمین می کند. در عمل، پوشش 2٪ اغلب به عنوان حداقل دات تنظیم می شود، بنابراین به طور قابل توجهی الزامات برای تعداد خطوط بالا در آنیلوکس را کاهش می دهد .
این نتایج برای بازتولید گرافیکی بسیار جالب هستند، زیرا بینشی در مورد پایداری و استقامت صفحات پلیمری در طول فرآیند چاپ و همچنین تعیین اندازه چاپ با کیفیت چاپ بهینه ارائه میدهند.









