بازنشر این پژوهش با ذکر نام منبع بلامانع است.
بخش تحقیق و توسعه شرکت رسام نقش آناهیتا
فلکسوگرافی یک فناوری چاپ با سرعت بالا برای متریال های مختلف چاپ است که عمدتاً در صنعت بسته بندی استفاده می شود. بیشترین تغییرات در چاپ فلکسو به دلیل فناوری ساخت از کامپیوتر به پلیت (Ctp) رخ داده است که کیفیت تولید را با طیف رنگی گسترده تر و با جزئیات بیشتر، به ویژه درناحیه هایلایت ها، بهبود بخشیده است. این تغییرات تکاملی، به طور مداوم با برخی از تنظیمات دقیق، توسعه یافته است که می تواند فناوری پایه چاپ را بهبود بخشد.
مهمترین روند در تکامل دستگاه چاپ فلکسو، ایجاد shape های مختلف top dot های روی پلیت کلیشه بصورت Round top و flat top است(شکل 1).
بسته به فشار چاپ، سه سطح فشار در Round top dot وجود دارد که می تواند منجر به تغییر شکل قابل توجه Dot
بصورت (dot gain) در مقایسه با یک سطح فشار در flat top dot شود.

نسل اول CtPFlexo دیجیتال از round top dots استفاده می کرد. این round top dots ها زمانی ایجاد شدند که سطح Dot در طی فرآیند قرار گرفتن plate در معرض وجود اکسیژن، وضوح و استحکام خود را از دست داد. این موضوع منجر به از بین رفتن جزئیات سطح برجسته، افزایش غیرقابل پیش بینی Dot، افزایش فلوتینگ و کاهش طول عمر plate شد. [2]
نسل دوم CtPflexo دیجیتال از Dot هایFlat top استفاده می کرد. برای دستیابی به این شکل Flat top مهم است که از تماس اکسیژن با پلیمر در هنگام قرار گرفتن در معرض UV جلوگیری شود [3]. راههای مختلفی برای انجام این کار وجود دارد، اما رایجترین فناوریها شامل لایهگذاری نازکی بر روی سطح plate قبل از قرار گرفتن در معرض نور uv یا قرار دادن plate در محیطی بدون اکسیژن است.
پلیت کلیشه فلکسوگرافی در طول فرآیند چاپ در معرض تغییر شکل بصورت مکانیکی قرار خواهد گرفت، که در درجه اول به درگیری نوک دات ها و ویژگی های plate و هندسه Dot بستگی دارد.
درگیری نیپ با نوک بین plate و سیلندر impression که باید فشار یکنواخت چاپ را تضمین کند، تعریف شد.
تحقیقات تجربی قبلی توسط Valdec و همکاران انجام شد. [4]، و دریافت که فشار بین پلیت کلیشه و سیلندر impression بیشترین تأثیر را بر تغییر شکل مکانیکی Dot و در نتیجه بر کیفیت چاپ دارد.
تنظیم فشار در فرآیند فلکسوگرافی به منظور ارتقاء Dot های خوب و جلوگیری از Halow و کنترل dot gain بسیار مهم است. کمترین فشار یا «برداشت Kiss» ،برای انتقال چاپ بسیار مناسب است.
نتیجه اثر Kiss ، یک تصویر چاپ تمیز است در حالی که کمترین مقدار فشار ممکن را با plate، بر روی متریال چاپی اعمال میکند، ایجاد میشود [5].
با این حال، اگر فشار خیلی کم باشد، برخی از جزئیات درناحیه highlight ممکن است به متریال منتقل نشود. برداشت بیشتر ممکن است لکهای از مرکب را در اطراف لبههای نواحی چاپ شده ایجاد کند. از طرف دیگر، اگر فشار، خیلی زیاد باشد، Dot ها، بیشتر فشرده می شوند و می توانند تغییر شکل دهند [4].
این تحقیق بر روی اعوجاج Dot درناحیه highlight ، متاثر از فشار بین پلیت کلیشه و سیلندر impression متمرکز بود.
- اولین هدف مطالعه این بود که چگونه shape های مختلف Dot ، پلیت فوتوپلیمر بر تشکیل Dot از جمله وضوح لبه و گردی Dot تأثیر می گذارد.
- هدف دوم بررسی تأثیر فشار چاپ بر یکنواختی چگالی در سراسر Dot بود. تمام پارامترها برای هر دو نوع شکل top dot تجزیه و تحلیل شدند. سوال اصلی این است که چگونه این متغیرها بر روی نتیجه چاپ شده تاثیر خواهند گذاشت.
توسعه در بخش پیش از چاپ در طول پنج سال گذشته بیشتر بر روی تکنیک های غربالگری یا ساختارهای سلولی سودمند در مناطق جامد حامل تصویر متمرکز شده است [6].
دو سال پیش یک پلیت فلکسو جدید ساخته شد که مبتنی بر "فناوری pinning" است. شکل جدیدی از پلیت های مبتنی بر ازTop Dot به نام Pinning-Top- Dot (PTD) ایجاد کرد.
فناوری pinning از tention پایین تر بر روی سطح پلیت برای مهار جریان مایع استفاده می کند. مرکب بصورت یک گلبول با سطح چاپی در بیشترین سطح تماس است و یک دات pinning بزرگ را تشکیل می دهد. این موضوع منجر به انتقال مرکب تمیزتر و همگن تر از پلیت به متریال چاپی می شود. [7]
2 روش تجربی
در بخش زیر تأثیر تنظیمات فشار بر تشکیل Dot بر روی دو نوع flat top dot توضیح داده شده است تا بتوان کیفیت چاپ را با هم مقایسه کرد. چارچوب تحقیق که هدف و روند تحقیق را توصیف می کند در شکل 2 نشان داده شده است.
به منظور کم کردن پارامترهای تشکیل دهنده Dot، در هر دو نوع فوتوپلیمر پلیت و چاپ آن ،با توجه به تنظیمات فشار اندازهگیری شدند.
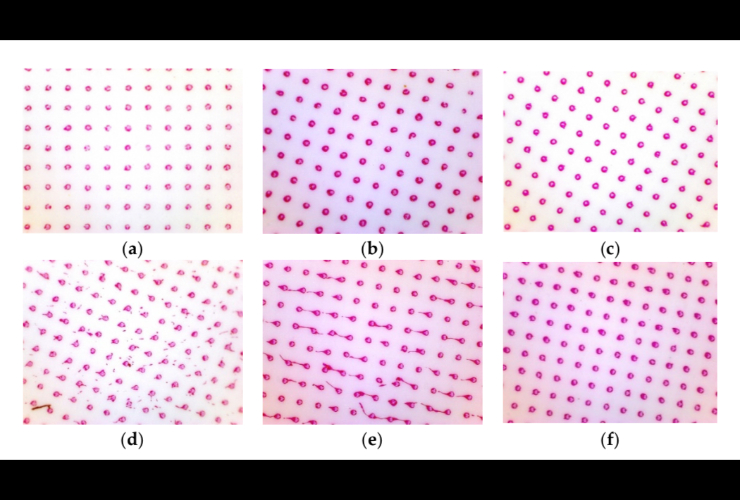
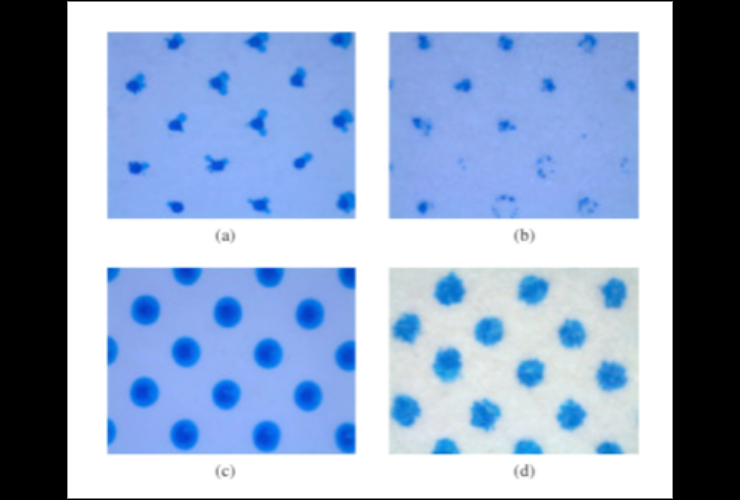
سه هافتون کلیدی 2، 5 و 10 درصدی درناحیه highlight برای تجزیه و تحلیل انتخاب شدند. درصد ها با استفاده از دوربین با وضوح بالا X-rite vip FLEX2 به عنوان یک تصویر گرفته شدند. تصاویر گرفته شده برای Dot های round top در شکل 3 و برای محلول round top dots در شکل 4 نشان داده شده است. ابتدا، تصاویر با استفاده از نرم افزار PlateQualityFlexo [8] تجزیه و تحلیل شدند. تمام پارامترهای مهم از جمله اندازه فیزیکی Dot، قطر Dot، dot gain فیزیکی و گردی Dot مورد ارزیابی قرار گرفتند. تمام پارامترها با ارائه میانگین مقدار تمام Dot های مناسب در کل تصاویر گرفته شده محاسبه شدند.
در مرحله دوم، تصاویر با استفاده از نرم افزار ImageJ به منظور ارزیابی تمام پارامترهای مهم تشکیل Dot (یکنواختی چگالی، وضوح Dot، صافی لبه و گردی Dot) تجزیه و تحلیل شدند.
2.1 ارزیابی plate فوتوپلیمر
پلیت چاپ فلکسوگرافی مورد استفاده برای این تحقیق عبارتند از
Flint nyloflex ACE Digital (سختی مطابق با DIN 53505، Shore A برابر با 62)
Kodak Flexcel NX Digital Plate (سختی مطابق با DIN 53505، Shore A برابر با 73)
تفاوت کمی در سختی پلیمر وجود دارد و برای این تحقیق ناچیز بود.
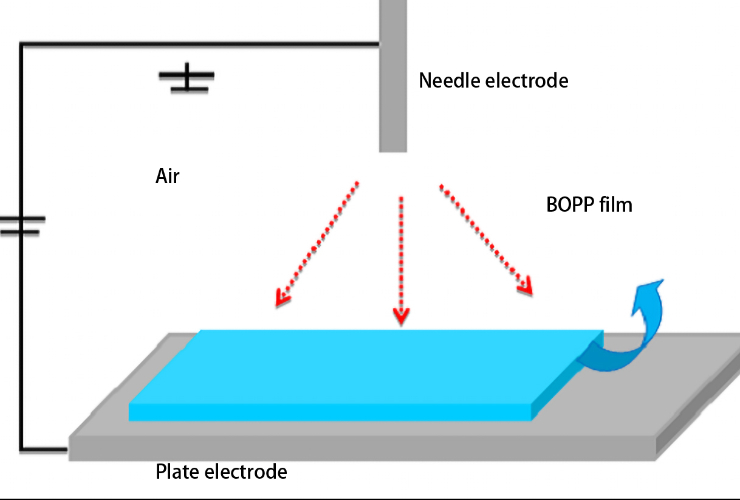
شکل 5 شکل استاندارد top dot دو نوع ساخت پلیت دیجیتال فلکسو را نشان می دهد. قسمت پایین هر تصویر نشان دهنده Dot روی پلیت کلیشه و قسمت بالایی نشان دهنده سطح سیلندر فشار است. Dot دیجیتال سنتی LAMS در سمت چپ و Dot فلکسو دیجیتال پیشرفته با نوک صاف در سمت راست قرار دارد.

نیروی فشار در round top dots بالای Dot حداکثر در مرکز Dot بود و بیشتر به لبه Dot منتقل می شد. این موضوع منجر به بالا آمدن شولدر Dot شد و شولدر کناری Dot پس از اعمال فشار به بخشی از سطح چاپ تبدیل شد [9]. این مکانیسم اولیه تغییر شکل Dot ها به سمت بالا بود.
مکانیسم دوم پخش شدن مرکب پس از فشرده شدن توسط سیلندر فشار بود.
هر دو مکانیسم تغییر شکل موثر و قابل توجهی بر تشکیل Dot و در نتیجه بر dot gain فیزیکی دارند.
هنگامی که فشار بر روی Dot های فلت تاپ اعمال می شود، نیروی فشار اعمال شده به طور یکنواخت در سراسر سطح چاپ توزیع می شود. سطح پس از فشرده سازی کمی منبسط شد و این مکانیسم اولیه تغییر شکل Dot هایFlat top بود.
2.2 ارزیابی چاپ های آزمایشی
در طول فرآیند چاپ، یک متریال چاپ شونده بین سیلندر کلیشه و سیلندر impression عبور می کند. فضای بین آنها باید بهینه باشد تا فشار چاپ مناسبی داشته باشد [10]. تنظیمات فشار چاپ می تواند از فشار کمتر به فشار بیشتر تغییر کند اما در این تحقیق تجربی با دو مقدار از پیش تنظیم شده تعریف شد. این تحقیق تغییر شکل نوک Dot را تحت دو سطح تنظیم در نظر می گیرد.
کمترین فشار، یا "تصویر Kiss" بین پلیت و سیلندر impression برای چاپ با کیفیت خوب ایده آل است. مقدار شکاف یا درگیری نوک استفاده شده 3 هزار اینچ یا 75 میکرون (0.0762 میلی متر) بود. این اولین سطح چاپ (شکل 5، مرحله الف) با کمترین مقدار فشار ممکن بود. سطح دوم فشار یک فشار بالاتر است و مقدار شکاف مورد استفاده 6 هزار اینچ یا 150 میکرون (0.1524 میلی متر) بود (شکل 5، مرحله b).
دو plate، هر کدام با انواع مختلف شکل top dot، به صورت تجربی مورد آزمایش قرار گرفتند. فشار نیپ قبل از چاپ بر روی مقدار اولیه تنظیم و سپس مجدداً روی فشار بالاتر تنظیم شد. هدف این بود که با همان مقدار مرکب به متریال چاپی منتقل شود.
برای حذف جذب مرکب در متریال چاپ، از مرکب UV بر روی یک فویل آلومینیومی استفاده شد. این تحقیق دو نوع مختلف شکل top dot را در دو حالت مشخص بررسی کرد. مرکب سایان هنگام چاپ استفاده شد و مرکب سفید مات که پیش از چاپ قبل تر چاپ شده بود.
3. نتایج و بحث
بخش زیر نتایج بهدستآمده از اندازهگیری هر دو پلیت کلیشه و چاپ آزمایشی در دو تنظیم فشار را تشریح میکند. تمام پارامترهای تجزیه و تحلیل کیفیت Dot در shape مختلف top dot ها از جمله قطر Dot، مساحت Dot، dot gain فیزیکی، وضوح Dot و گردی Dot مورد ارزیابی قرار گرفت.
مقدار نمایش داده شده برای هر پارامتر با استفاده از نرم افزار PlateQualityFlexo به عنوان مقدار متوسط برای تمام Dot های روی کل تصاویر گرفته شده محاسبه شد. این روش اندازه گیری سطح نور Dot را حذف می کند و برای اندازه گیری تمام پارامترهای روی plate و چاپ استفاده می شود. بهره فیزیکی Dot به عنوان تفاوت بین سطح plate و Dot چاپ محاسبه می شود. نتایج در Tab نشان داده شده است. 1 و Tab. 2.
اندازه گیری قطر Dot برای مقایسه رشد فیزیکی Dot روی متریال چاپی نسبت به Dot روی plate استفاده شد.
نتیجه نشان داد که درگیری نیپ تأثیر بیشتری بر روی RTD نسبت به FTD دارد. دلیل این امر، نوک گرد در Dot های منفرد است که در آن مرکب به شدت بر روی متریال چاپی تحت فشار چاپ پخش می شود. این ساختار مرکب را قادر میسازد تا به سمت پایین حرکت کند. Dot تکی تحت فشار فشرده می شود و مرکب از مرکز Dot به سمت لبه Dot پخش می شود.
افزایش فشار با یک تنظیم فشرده تر نشان داد که تغییر شکل Dot در هر دو مورد ظاهر می شود، اما دوباره ساختارهای DotFlat top افزایش قطر Dot بسیار کمتری دارد.
همانطور که انتظار میرفت، نتیجه نشان میدهد که با افزایش نیروی فشار در واحد سطح، منجر به افزایش نسبی اندازه Dot میشود. تغییر در dot gain در تعامل با فشار چاپ بیشتر بود و برای هر شکل top dot متفاوت بود. این نوع از شکل Dot ها مستقیماً به انتقال مرکب و کیفیت چاپ مربوط می شود.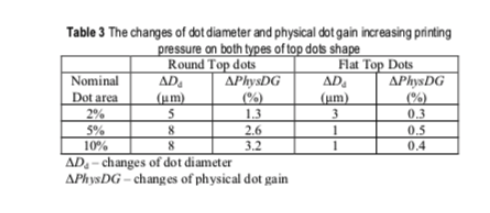

Dot به ترتیب 5-8 میکرون در Dot های round top و 1-3 در Dot های فلت تاپ بود. تغییرات dot gain بصورت مکانیکی ناچیز است و در Dot های فلت تاپ 0.5٪ ارزش دارد، در حالی که در Dot های round top به طور قابل توجهی بیشتر است، از 1.3-3.2٪ متغیر است. بر این اساس، بدیهی است که Dot round top نسبت بهFlat top dot بسیار حساستر به تغییر فشار است.
تشکیل Dot اصطلاحی است که به کیفیت Dot های نیم تن مانند وضوح یا نرمی Dot، صافی لبه ها و یکنواختی تراکم در Dot های، که تحت تأثیر ویژگی های مختلف فرآیند چاپ است، اشاره دارد [11].
3.1 یکنواختی چگالی
تجزیه و تحلیل تشکیل Dot با استفاده از ارزیابی بصری بر اساس نمای توپوگرافی شبه سه بعدی از چگالی مرکب و همچنین بر روی پروفایل Dot دو بعدی تولید شده توسط نرم افزار تجزیه و تحلیل ImageJ انجام شد. به منظور نشان دادن اینکه چگونه فشار بر تشکیل Dot تأثیر می گذارد، مقادیر ساختار Dot همان حالت مقایسه شد که در شکل 6 و شکل 7 ارائه شده است.
تصاویر Dotها از طریق یک برنامه رندر سهبعدی (ابزار: Interactive 3D Surface Plot) گرفته شده و مورد تجزیه و تحلیل قرار گرفتند که چگالی را به ارتفاع متناسب [12] تبدیل میکند تا ببیند لایه مرکب چقدر ضخیم است. با همان درصد تن،
dot flat top های دارای یک لایه مرکب نازک تر و یکنواخت تر از Dot round top است.

طرح ریزی چگالی به وضوح سطح یکنواختی چگالی مرکب را در کل سطح Dot نشان می دهد. تصاویر چگالی مرکب مطلق را نشان میدهند که مستقیماً با ضخامت لایه مرکب و ویژگیهای متریال چاپی چاپ مرتبط است.
3.2 وضوح Dot
ارزیابی وضوح Dot در واقع نشان دهنده ارزیابی وضوح لبه یا صافی لبه است. این لبه Dot است که از بخش تنپلاتی شروع می شود تا ناحیه چاپ نشده متریال چاپی ادامه دارد.
از نرم افزار تجزیه و تحلیل ImageJ (ابزار: Plot Profile) برای تولید پروفایل Dot دو بعدی استفاده شد. ابتدا خط روی تصویر روی یک Dot کشیده میشود که ناحیه مورد تجزیه و تحلیل را نشان میدهد و سپس نمایه Dot آن ایجاد میشود. همان فاصله (85 میکرون) در 45 درجه در امتداد زاویه ترام برای همه اندازهگیریها گرفته شد.
منحنی نمایه Dot دو بعدی رابطه بین مقدار خاکستری و فاصله را در طول کل اندازه گیری نشان می دهد.
پروفیل دوبعدی Dot بر روی هر دو نوع plate اعمال شد تا وضوح Dot روی چاپ با وضوح Dot روی plate که در شکل ها ارائه شده است، به هم متصل شود. 8، 9 و 10.
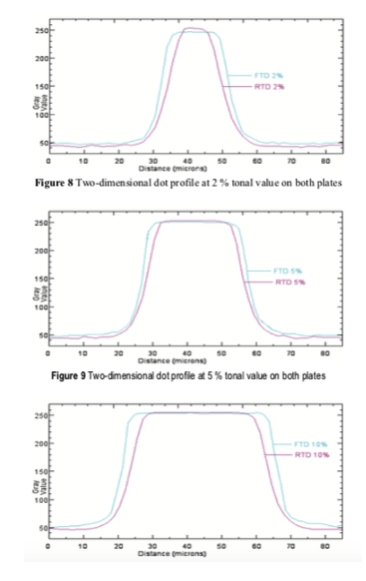
نمودار انتقال از تاریک ترین به روشن ترین سطح را در سیستمround dot تقریباً نشان می دهد. 10 میکرون، در حالی که چنین فاصله ای در سیستم Dot هایFlat top به ۵ میکرون است که مستقیماً به وضوح لبه Dot متصل است و کاملاً بر وضوح Dot و اندازه Dot در چاپ تأثیر می گذارد.
شکل 10 پروفایل Dot های دوبعدی با 10 درصد مقدار تن در هر دو plate تصویر یک نمایه دوبعدی از Dot چاپ شده برای هر دو شکل top dot برای تمام مقادیر تونال بررسی شده در شکل ها نشان داده شده است. 11، 12 و 13.
نمایه Dot دو بعدی (شکل های 11، 12 و 13). تراکم مرکب در سراسر Dot نیم تنه مشابه نبود. همین اثر در Dot های نیم تنی 5 و 10 درصد که دارای لبه های تیره و مراکز روشن هستند، رخ داد.
در اثر فشار، مرکب به لبه فشرده شد که در تفاوت معنیدار سطوح خاکستری در امتداد سطح کامل Dot قابل مشاهده است. تفاوت در سطوح خاکستری در سیستم Dot های مسطح به طور قابل توجهی کمتر است، جایی که به دلیل افزایش فشار چاپ که در نمودار قابل مشاهده است، تفاوت قابل توجهی وجود ندارد.

هر دو سیستم یک تغییر مشخصه از ناحیه تراکم رنگ کمتر به لبه Dot را به دلیل فشار بیشتر و پوشش سطح بزرگتر نشان می دهند که نتیجه تغییر شکل Dot با توجه به جهت حرکت متریال چاپی در زمان چاپ است. چنین تأثیری در سیستم های RTD قوی تر است.
رویه های کوچکتر توزیع شده در اطراف Dot های مشخصه مرکب سفید از پیش چاپ شده است که کل سطح چاپ را نمی پوشاند. به دلیل پوشش ناقص سطح چاپ، چاپ فضاهای خالی خاصی را نشان می دهد. فرض بر این است که این فضاهای خالی باعث افزایش جزئی تراکم رنگ می شوند که به صورت پینینگ های جداگانه در چیدمان توپوگرافی ارائه می شوند.
Dotهای نیمتنی در هر دو شکل top dot لبههای بسیار تیز و مشخصی دارند. این از نمودارهایی که خطوط شروع بسیار شیب دار را در ابتدای Dot نشان میدهند، مشهود است. در صورتی که توجه کافی به آماده سازی plate چاپ و تنظیم دستگاه با توجه به متریال چاپی مشابه مورد استفاده داده شود، قابلیت های چاپ وضوح لبه Flexo، Offset و Gravure احتمالاً مشابه است [13]. موضوع مطمئناً ارزش تحقیق دقیق تری را دارد.
وضوح لبه در چاپ عناصر خط به ویژه بارکد بسیار مهم است که بر سرعت خواندن آن تأثیر می گذارد.
3.3 گردی Dot
گردی Dot با نسبت محیط دایره ای با شعاع متوسط یکسان و طول محیط Dot تعریف می شود [14]. شکل گرد ایده آل دارای مقدار گردی Dot ای برابر با 1 است. هر عنصر plate ای که مقدار گردی آن بیشتر از 0.90 باشد به عنصر plate گرد تعلق دارد. گردی Dot با تجزیه و تحلیل تصویر با استفاده از نرم افزار Plate Quality Flexo به دست آمد.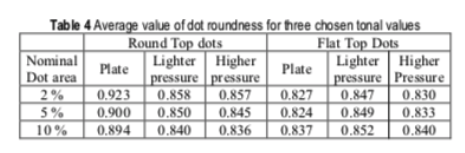
هر عنصر plate اندازهگیری شده در plate Dotهای گرد، گردی Dotای بیشتر از 0.90 داشت. هنگام چاپ با فشار چاپ متفاوت، round top dotsی مشابهی را نشان دادند. گردی Dot در چاپ کمتر از plate بود. با این حال، هنگامی که فشار چاپ افزایش می یابد گردی Dot کمی کاهش می یابد. همین اصل در سیستم DotهایFlat top رخ میدهد، اما گردی Dot در plate بهطور قابلتوجهی کمتر از پلیت Dotهای round top بود (تب. 4). به دلیل فناوری تصویربرداری حرارتی SQUAREspot که برای تصویربرداری plate در سیستم CTP استفاده میشد، کمتر بود [15].
4. نتیجه گیری
هدف از تحقیق ارائه شده در این مقاله بررسی چگونگی تأثیر Dot های مختلف بالای plate پلیمری بر هندسه Dotای، به صورت جداگانه یا از طریق تعامل با مهمترین پارامترهای چاپ فلکسو بود.
دو شکل top dot که Round و Flat top بودند با دو تنظیم فشار مورد بررسی قرار گرفتند. فشار نسبت به چاپ "Kiss" سبک (LP) برای shape مختلف Dot های بالایی ارزیابی شد. Dot های round top حساسیت بالایی به تغییر زیر فشار نشان دادند، در حالی که Dot های بالای صاف نسبت به تغییرات در تنظیمات فشار پایدارتر بودند.
نتایج نشان داد که با افزایش فشار، ضخامت لایه مرکب بر روی متریال چاپی چاپ کاهش مییابد. این دلیل اصلی عدم یکنواختی چگالی در Dot های round top در سراسر سطح Dot بود. این کاهش ضخامت لایه مرکب در مرکز سطح Dot منجر به تجمع مرکب در لبه Dot شد و بر این اساس مثل تونال افزایش یافت.
تشکیل Dot در سیستم RTD در مقایسه با سیستم FTD به طور قابل توجهی کمتر است. ناهمگنی Dot در صورت پوشاندن سطح بالاتر بیشتر می شود، به این معنی که تراکم رنگ در هر قسمت از سطح آن برابر نیست. بر این اساس، تراکم رنگ در لبه Dot کمتر می شود.
در حین چاپ، بسته به فشار روی Dot، ممکن است چندین سطح رنگی ظاهر شود که منجر به قطر Dot بزرگتر یا کوچکتر می شود، یعنی برهمکنش بین top dot و شانه های جانبی به طور قابل توجهی تحت فشار قرار می گیرد.
وضوح Dot روی چاپ مستقیماً به وضوح Dot روی plate متصل است.
نتایج نشان داد که درگیری تأثیر بیشتری بر تغییر شکل Dot مکانیکی روی plate دارد. بر اساس تجزیه و تحلیل کیفیت عکس های توپوگرافی به این نتیجه رسیدیم که قسمت round top Dot حساسیت زیادی به تغییرات فشار هنگام چاپ نشان می دهد که منجر به چاپ های نامنطبق می شود.
از طرف دیگر، Flat top dot چاپ ثابتی را مطابق با افزایش فشار ارائه می دهد.
مشخص شد که Flat top dot لبه مشخصتر و متعاقباً سطح چاپ بهتری دارند. بنابراین، می توان نتیجه گرفت که سیستم FTD ممکن است در فرآیندهای چاپی که نیاز به فشار بالاتری دارند، بدون ایجاد هیچ گونه تأثیر منفی قابل توجهی بر کیفیت بازتولید استفاده شود. هنگام اعمال round top Dot، تعیین سطح برداشت مرکب قابل اطمینانی غیرممکن است. بنابراین، تعامل بین سطح بالای دات و شانه Dot نسبتا زیاد است.
تجزیه و تحلیل گردی Dot در سه مرحله تولید نشان داده است که تفاوت در گردی Dot بسیار کوچک است و به طور قابلتوجهی بر کیفیت تولید تأثیر نمیگذارد.
نتیجه گیری بر اساس این واقعیت است که گرد بودن Dot نسبتاً کوچک روی plate در سیستم RTD منجر به ویژگی های تکثیر منفی نمی شود.
تفاوت در گردی Dot با استفاده از مرکب متریال های چاپی با ویسکوزیته بالاتر و غیر جاذب قابل توجه تر خواهد بود.
نتایج تحقیق فقط برای شرایط چاپ تعریف شده در آزمایش معتبر است. این شرایط شامل چاپ با مرکب UV روی فویل آلومینیومی روی مرکب سفید مات از پیش چاپ شده بود. برای انواع دیگر متریال چاپیها (کاغذ روکش شده یا بدون پوشش، فویل PP و غیره) تحقیقات جدیدی مورد نیاز است زیرا تعامل بین مرکب و متریال چاپی یا بین چندین لایه مرکب متفاوت است.
نتایج این تحقیق دانش علمی جدیدی را به دست میدهد که برای اجرای سادهتر و آسانتر فناوریهای فوق در فرآیند تولید ضروری است. این نتایج همچنین امکان بازتولید قابل اعتماد، تکرارپذیر و سازگار را فراهم می کند. دانش بهدستآمده، مقادیر پارامترهای بازتولید کیفی و همچنین دستورالعملهای استفاده، همگی مبتنی بر یک تحلیل مقایسهای کامل از تکثیر Top dot است که با اجرای شکل های مختلف عنصر top dot بر روی plate فوتوپلیمر ایجاد شده است.
اختصارات
RTD - round top dots بالا
FTD - Dot هایFlat top
PTD - پین کردن Dot های بالا
LP – فشار سبک (Kiss) HP – فشار بالاتر
Phys DG – Physical Dot Gain CtP – کامپیوتر به plate